


ZENITH PUMPS, a brand of CIRCOR International, has provided pulsation-free‚ metering gear pumps and systems to meet critical process needs across a wide range of markets and applications since 1920. Precision gear pumps are an integral part of many manufacturing processes requiring metering, mixing, dispensing, coating, and extruding, where accuracy and uniformity of flow are critical. With high metering accuracy, pulse-free flow, and long wear life across a wide range of fluid and pressure conditions, the Zenith Pumps brand is synonymous with high performance and reliability.
The Zenith 9000 Series metering gear pump is the industry standard for true precision metering for challenging applications in a wide variety of industrial processes.
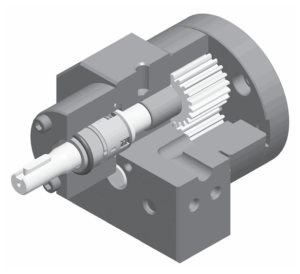
The design utilizes high AGMA standard external spur gears enclosed within a close tolerance housing assembly. This provides you the precise volume of fluid dispensed per shaft revolution.
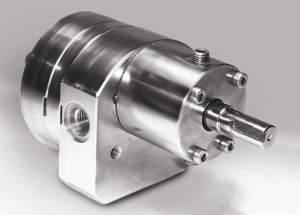
The housing is constructed from a precision ground and lapped three-plate assembly. This assembly is aligned with dowels to allow close control of operating clearances. This construction method in combination with several proprietary internal features is what ensures precise, pulseless and reliable fl ow under varying process conditions. When Zenith pumps are coupled with a pre-packaged, integrated, closed-loop speed control and a compact motor driver assembly (AC or DC), Zenith is able to provide the most precise and flexible metering gear pump system on the market.
The benefits go straight to your bottom line:
HIGH ACCURACY – Stable, repeatable flows are assured under varying conditions of temperature, viscosity and pressure.
UNIFORM FLOW – Unique design offers virtually pulseless flow without valves or flexible elements that add complexities, increase cost and hinder performance.
SPECIFIC ENGINEERED SOLUTIONS – A variety of pump heads and drive combinations are pre-configured to provide you a range of standard options.
CONSISTENT PRECISION – Unparalleled mechanical precision, combined with closed-loop accuracy, ensures exact volume per revolution without expensive flow meters.
LOW COST OF OWNERSHIP – Only three moving parts and hardened abrasion resistant materials provide excellent wear, corrosion and self-lubricating performance.
PROVEN APPLICATIONS – Years of practical application experience, backed by a technical staff with a variety of technical credentials, eliminates the guesswork.
In addition to standard product offerings, Zenith also produces custom-engineered pumps for demanding services, such as submersible, flushable, and sanitary applications. Located in Monroe‚ NC‚ the Zenith manufacturing facility is ISO 9001:2000 Quality Management Certified.High Accuracy
ALFA LAVAL has raised the bar once again when it comes to producing reliable, serviceable, and energy efficient heat exchanger technology for their customers. Alfa Laval’s development team has been hard at work, questing every aspect of their designs in search of improvement. The results are bold, including innovative new features and technical concepts that have not been seen before.
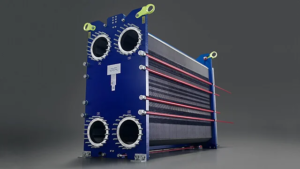
The TS45 is the world’s most modern gasket plate heat exchanger. Every inch of its design is intentionally created with flexibility and performance in mind. This means that it is the most versatile of its kind on the market and can benefit virtually any application, especially cooling duties.






{kind=link}




